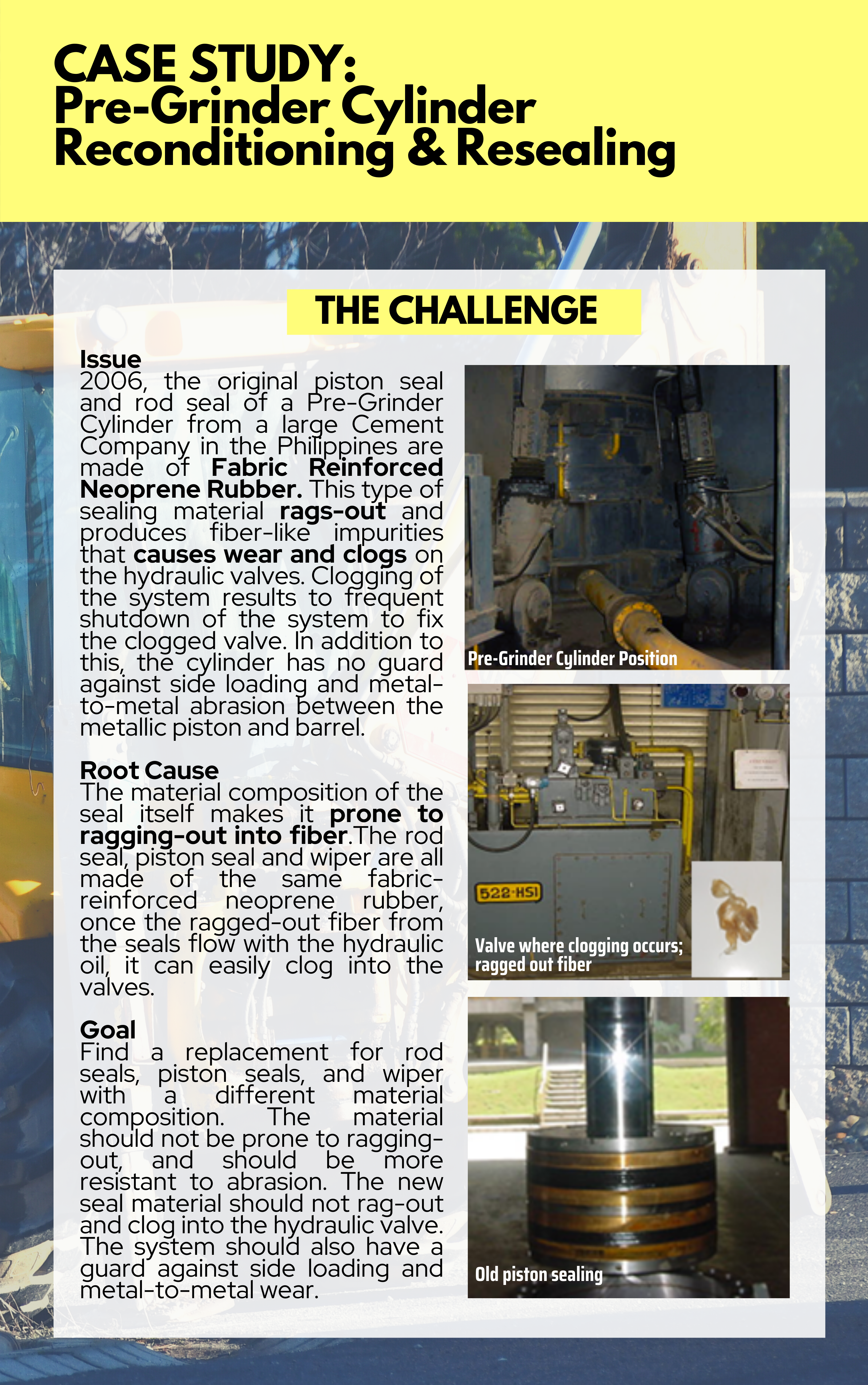
2006, the original piston seal and rod seal of a Pre-Grinder Cylinder from a large Cement Company in the Philippines are made of Fabric Reinforced Neoprene Rubber. This type of sealing material rags-out and produces fiber-like impurities that causes wear and clogs on the hydraulic valves. Clogging of the system results to frequent shutdown of the system to fix the clogged valve. In addition to this, the cylinder has no guard against side loading and metal-to-metal abrasion between the metallic piston and barrel.
ROOT CAUSE
The material composition of the seal itself makes it prone to ragging-out into fiber.The rod seal, piston seal and wiper are all made of the same fabric-reinforced neoprene rubber, once the ragged-out fiber from the seals flow with the hydraulic oil, it can easily clog into the valves.
GOAL
Find a replacement for rod seals, piston seals, and wiper with a different material composition. The material should not be prone to ragging-out, and should be more resistant to abrasion. The new seal material should not rag-out and clog into the hydraulic valve. The system should also have a guard against side loading and metal-to-metal wear.
THE SOLUTION
OVERVIEW
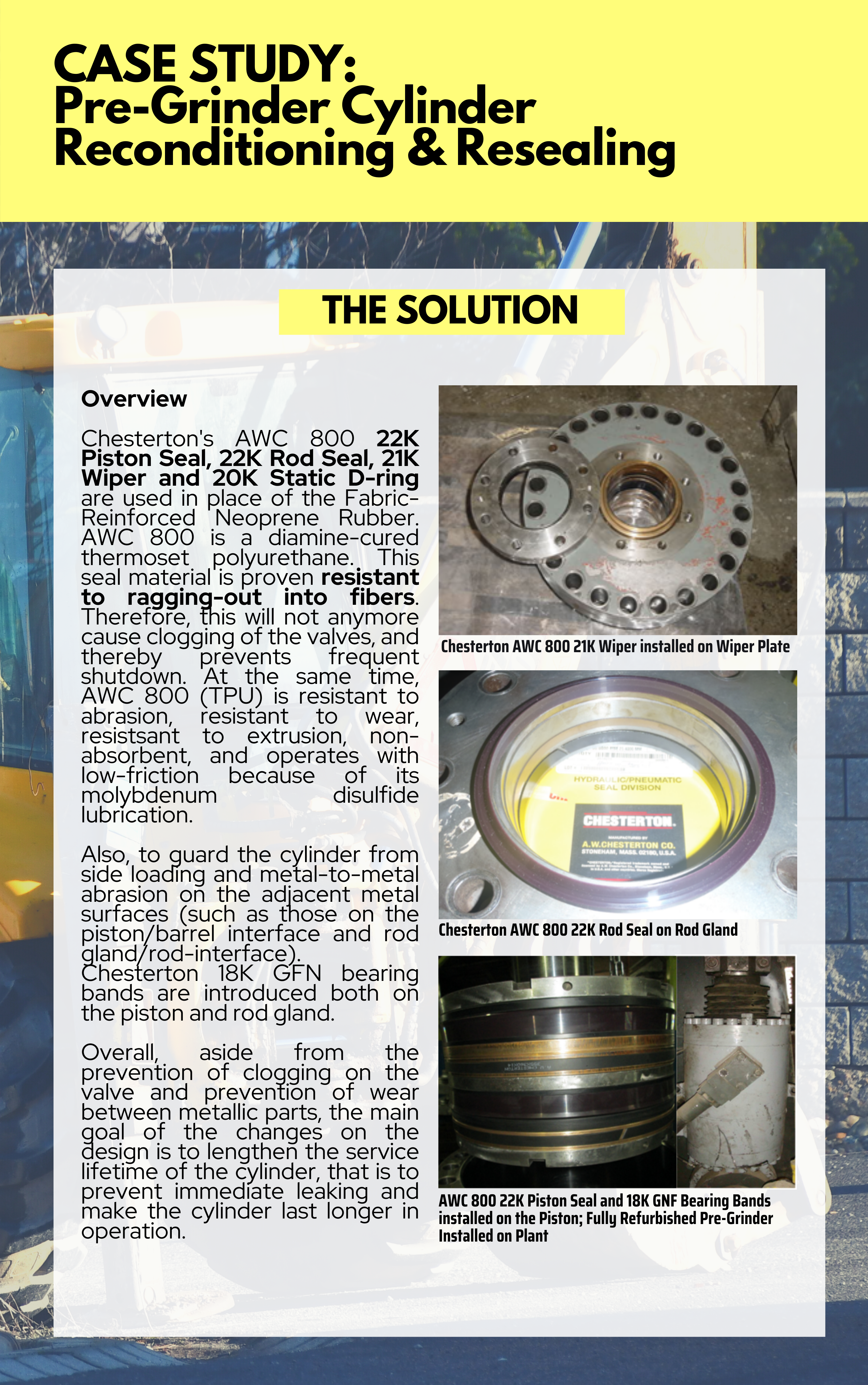
Chesterton's AWC 800 22K Piston Seal, 22K Rod Seal, 21K Wiper and 20K Static D-ring are used in place of the Fabric-Reinforced Neoprene Rubber. AWC 800 is a diamine-cured thermoset polyurethane. This seal material is proven resistant to ragging-out into fibers. Therefore, this will not anymore cause clogging of the valves, and thereby prevents frequent shutdown. At the same time, AWC 800 (TPU) is resistant to abrasion, resistant to wear, resistsant to extrusion, non-absorbent, and operates with low-friction because of its molybdenum disulfide lubrication.
Also, to guard the cylinder from side loading and metal-to-metal abrasion on the adjacent metal surfaces (such as those on the piston/barrel interface and rod gland/rod-interface). Chesterton 18K GFN bearing bands are introduced both on the piston and rod gland.
Overall, aside from the prevention of clogging on the valve and prevention of wear between metallic parts, the main goal of the changes on the design is to lengthen the service lifetime of the cylinder, that is to prevent immediate leaking and make the cylinder last longer in operation.
RESULTS
CLIENT REPORTED
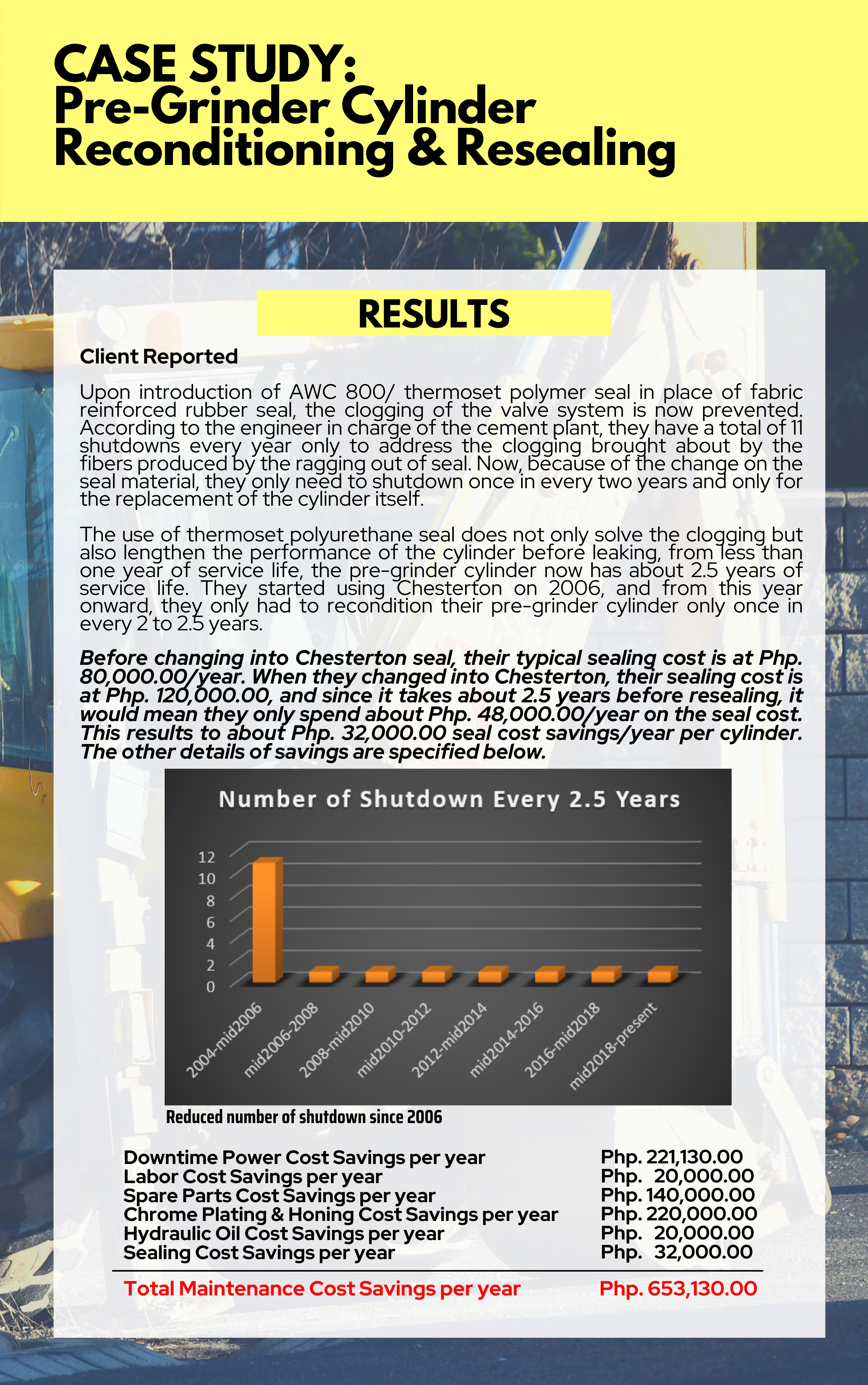
Upon introduction of AWC 800/ thermoset polymer seal in place of fabric reinforced rubber seal, the clogging of the valve system is now prevented. According to the engineer in charge of the cement plant, they have a total of 11 shutdowns every year only to address the clogging brought about by the fibers produced by the ragging out of seal. Now, because of the change on the seal material, they only need to shutdown once in every two years and only for the replacement of the cylinder itself.
The use of thermoset polyurethane seal does not only solve the clogging but also lengthen the performance of the cylinder before leaking, from less than one year of service life, the pre-grinder cylinder now has about 2.5 years of service life. They started using Chesterton on 2006, and from this year onward, they only had to recondition their pre-grinder cylinder only once in every 2 to 2.5 years.
Before changing into Chesterton seal, their typical sealing cost is at Php. 80,000.00/year. When they changed into Chesterton, their sealing cost is at Php. 120,000.00, and since it takes about 2.5 years before resealing, it would mean they only spend about Php. 48,000.00/year on the seal cost. This results to about Php. 32,000.00 seal cost savings/year per cylinder. The other details of savings are specified below.